Электромуфтовая зварка труб
Пракладка трубаправода або магістральнай каналізацыі не можа выконвацца пры дапамозе суцэльнага кавалка матэрыялу. Да цяперашняга часу было распрацавана шмат метадаў, пры дапамозе якіх вырабляецца злучэнне асобных адрэзкаў. Найбольш прасунутай з'яўляецца электромуфтовая зварка труб.
Што гэта
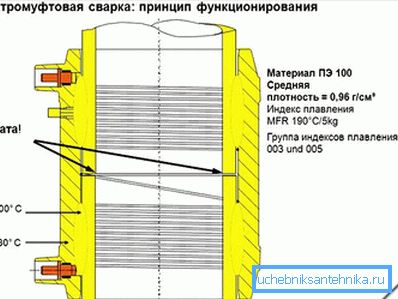
Сутнасць метаду складаецца ў тым, што злучальны фітынг мае ў сабе электрычную спіраль. Яна можа быць цалкам адкрытай, часткова заглыбленай або ўтоенай. Награвальны элемент мае два выходзілі вонкі кантакту, да якіх падключаецца зварачны апарат. На зададзены прамежак часу падаецца названае значэнне вальтажу. Унутраная частка злучальніка і ўстаўлены адрэзак трубы пад дзеяннем тэмпературы пераходзіць у вадкі стан. Вонкавая сценка ня выграваецца да такой ступені і захоўвае пругкасць, што прымушае рэчыва рухацца ўніз, з прычыны чаго ўтворыцца маналітная канструкцыя.

Муфты вырабляюць з трох відаў пластыка: поліэтылен, поліпрапілен, палібутэна. Для мантажу газавых магістраляў звычайна ўжываюць толькі першы варыянт.
Савет! На фітынгі наносіцца маркіроўка, якая інфармуе аператара аб тым, якое напружанне і на які прамежак падаваць. Таксама ўказваецца час астывання гатовага стыку. Дадаткова ў канструкцыі прадугледжваюцца спецыяльныя індыкатары, якія сігналізуюць пра які завяршыўся працэсе.
перавагі

Гэты тэхналагічны метад нясе ў сабе шмат станоўчых бакоў:
- Падчас зваркі не змяншаецца ўнутраны дыяметр труб. Гэта азначае, што яго можна ўжываць не толькі ў тых выпадках, калі ў сістэме маецца напор з пастаянным ціскам. Дренажные і ліўневыя сістэмы не будуць выключэннем.
- Дзякуючы прадуманай інструментальнай базе чалавечы фактар зводзіцца да мінімуму пры выкананні ўсіх патрэбных аперацый.
- Гэты метад больш прымальны пры неабходнасці счаплення двух труб вялікага дыяметра.
- Электромуфтовая зварка будзе незаменная, калі патрабуецца рамонт магістралі, а зрушыць трубы ў гарызантальнай плоскасці не ўяўляецца магчымым.
- Перашкодай для сучлянення не стане таксама выпадак, калі абедзве ці адна з труб ўзмоцнена армавальнага ўключэннямі. Пры стыковой зварцы няма гарантыі такі трываласці шва.
- Трубы з пашытага поліэтылену звычайна злучаюцца механічным спосабам. Зн зварка дае магчымасць ўздзейнічаць на малекулярныя сувязі, забяспечваючы высакаякасны шво.
- Зборка трубаправода з мноствам адводаў можа вырабляцца прама па месцы, без неабходнасці папярэдняга злучэння і ўстаноўкі ўжо гатовай канструкцыі.
- Эканомія электрычнай энергіі ў параўнанні з іншымі відамі.
- Перавага зваркі вырабаў з розных марак поліэтылену, а таксама рознага дыяметра.
інструментар

Для таго каб увесь працэс праходзіў без запінак, неабходна мець пры сабе спецыфічны інструмент:
- Зварачны апарат. Для гэтага віду зваркі быў распрацаваны унікальны агрэгат. Ён заснаваны на тэхналогіі паўправаднікоў, таму спажывае на парадак менш электрычнасці, чым іншыя яго аналогі. Звычайна для такіх агрэгатаў паказваецца максімальны і мінімальны зварваюць дыяметры. Прадугледжаны сканер штрыхкодаў, які аўтаматычна заносіць дадзеныя аб канкрэтным выглядзе злучэння, гэта таксама можна зрабіць уручную. Дадзеныя аб кожным пройдзеным стыку заносяцца ў памяць, каб аператар або кантрольная група маглі атрымаць звесткі. Магчыма наяўнасць убудаванага паслядоўнага або USB-порта, да апошняга можна падключыць флэш-назапашвальнік для пераносу налад або дадзеных. На пярэдняй панэлі звычайна знаходзіцца дысплей, які адлюстроўвае бягучыя параметры. У камплекце з некаторымі агрэгатамі ідуць наканечнікі рознага перасеку.
- Позиционер. Невялікае металічнае прыстасаванне ў выглядзе планкі, якая валодае некалькімі заціскамі. Гэты інструмент дае магчымасць размясціць патрубкі ў адной плоскасці для выканання зварачных прац. Ён таксама прызначаны для таго, каб выправіць овальность. Для гэтых мэтаў таксама можа прымяняцца асобны хамут.
- Трубарэз. Звычайна выкарыстоўваюць дыскавы. Менавіта ён дае магчымасць выканаць роўны зрэз, што з'яўляецца патрабаваннем.
- Скрабок. Невялікая дзяржальня з лязом. Таксама гэта можа быць прыстасаванне з некалькімі модулямі. Адзін з іх змяшчаецца ў трубу, другі, на якім знаходзіцца рэжучая галоўка, падлучаецца і пры кручэнні здымае верхні пласт. Гэтая працэдура неабходная не дзеля таго, каб стварыць шурпатую паверхню, а для зняцця акісленай частцы патрубка.
- Рулетка або лінейка.
- Ачышчальнік. Ён неабходны, каб выдаліць бруд і тлушч. Трэба выкарыстоўваць адмыслова распрацаваны для канкрэтнага віду труб. Нельга ўжываць звычайны спірт ці ацэтон.
- Маркер. Выкарыстоўваецца водатрывалы белага або яркага колеру, каб наносіць не толькі разметку, але і некаторыя дадзеныя на месца знітоўкі.
Савет! Для седловой урэзкі дадаткова прымяняецца спецыяльны свідар, а таксама шасцігранная ключ і адвёртка для фіксатараў.
мантаж

Працэс знітоўкі не вельмі складаны, але патрабуе пэўнай акуратнасці, увагі і ўседлівасці.
- Калі ёсць час да выканання работ, то пажадана за суткі выпрастаць трубу, разматаўшы з бухты, гэта дапаможа часткова выправіць овальность.
- Першае, што неабходна зрабіць - абрэзаць край трубы. Для гэтых мэтаў можна, але непажадана, ўжываць ножовку. Тарэц атрымліваецца шурпатым. Ужывайце дыскавы трубарэз, ён забяспечыць правільную плоскасць.
- Далей выконваецца разметка. Неабходна нанесці лінію, да якой будзе надзеты фітынг. Ад яе зрабіць запас яшчэ ў 1-2 см і пазначыць.
- Пры дапамозе скрабка ці механічнага ачышчальніка аксіду зняць верхні пласт. Для труб, дыяметр якіх не перавышае 63 мм, ён складае 0,1 мм. Калі знешні дыяметр больш, тады здымаць трэба 0,2 мм.
- Цяпер труба апрацоўваецца растваральнікам і змяшчаецца ў позиционер. Яе неабходна добра зафіксаваць і выправіць овальность. На фітынг не павiнна аказвацца нагрузка на залом. Позиционер павінен кампенсаваць яе.
- Апранаецца муфта (яна таксама павінна быць апрацавана растворам знутры). Калі дыяметр трубы вельмі вялікі, тады муфта нацягваецца на свой поўны памер. Падводзіцца другі патрубок і фітынг збіваецца да паловы сваёй глыбіні. Закладная спіраль павінна ўсёй сваёй плошчай знаходзіцца на ўчастку трубы, каб забяспечыць правільны сплаў.
- Пасля злучэння двух труб падключаецца зварачны апарат. Счытваюцца неабходныя параметры сканарам або ўводзяцца ўручную. Запускаецца працэс. Важна памятаць, што ў поўны цыкл ўваходзіць таксама час астывання. Калі раней часу зняць заціск, то герметычнасць будзе парушаная.
- Калі ўсе задачы скончаны, на злучэнне наносяцца дадзеныя пра час і дату, а таксама аператары.
- Мантаж седловой урэзкі мае падобны алгарытм. Ачыстка вырабляецца па месцы мантажу, але не па ўсёй акружнасці, а толькі плошчы знітоўкі, якая будзе перакрытая спіраллю. Пасля зачысткі апранаецца седелка і трывала заціскаецца. Вырабляецца зварвання. Далей пры дапамозе дадатковага інструмента выконваецца рэз. Пры дапамозе заглушкі зачыняецца тэхналагічнае адтуліну і наносіцца пазнака.
Савет! Для зняцця аксіду не выкарыстоўвайце наждачную паперу або непрызначаным скрабкі. Вы проста падрапаеце паверхню, але не даможацеся жаданага выніку.
тыповыя памылкі
У некаторых выпадках адбываецца разгерметызацыя злучэння. Гэта можа быць выяўлена ўжо пры завяршэнні поўнага мантажу. Такое адбываецца па наступных прычынах:
- Аператар не кампенсаваў овальность. Гэта можа прывесці да таго, што расплаўлены пластык не запоўніць усе прастору.
- Зачыстка выраблялася не пры дапамозе скрабка. Вынікам будзе тое, што муфта і труба не ўтвараюць маналітную спайку.
- Труба знаходзілася пад вуглом да фітынгі. Наступствам будзе выцяканне вадкага пластыка.
- Фітынг быў надзеты не цалкам. Закладная спіраль ня расплавіць дастатковую колькасць сочленяемой паверхні.
- Не было выраблена абястлушчванне ці пасля яго да месца ачысткі дакраналіся рукамі. Злучэнне не будзе герметычным.
Для злучэння труб ПНД таксама дастасоўная гэтая інструкцыя. Гэты метад нашмат лепш выкарыстання фітынгаў з механічным заціскам, якія не могуць забяспечыць ідэальнай герметычнасці.
відэа
У прадстаўленых відэаматэрыялах паказаны тэхналагічны працэс электромуфтовой зваркі труб: